- Как правильно варить потолочный шов электросваркой
- В чем состоят сложности сварки потолочного шва
- Техника сварки потолочного шва электродами
- Электроды и аппаратура
- Меры предосторожности
- Как варить потолочный шов. Общие рекомендации по технике безопасности. Технология сварки. Корень шва, заполнение разделки и лицевой слой
- Общие рекомендации по технике безопасности
- Технология сварки потолочного шва
- Общие рекомендации
- Способы варки потолочных швов
- Сварка в потолочном положении
- Корень шва
- Заполнение разделки
- Лицевой слой
Как правильно варить потолочный шов электросваркой

В сварочном деле одним из наиболее трудных заданий будет укладка потолочного шва. Тем не менее освоить технику потолочной сварки стоит уже хотя бы ради того, чтобы автоматически получить более высокий разряд. Такая операция чаще всего требуется на предприятиях, занятых в области укладки трубопроводов или в строительстве.
Навыки станут полезными и в быту, поскольку они востребованы при монтаже отопления, металлической беседки или в иных случаях. К примеру, металлический гараж не получится собрать, не прибегнув к потолочной сварке панелей. В статье пойдет речь о том, как варить потолочный шов электросваркой, трудностях и проблемах, а также способах их устранения.
В чем состоят сложности сварки потолочного шва

Немногие сварщики назовут укладку потолочных швов любимым занятием, поскольку в процессе работы возникает немало сложностей. Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Сварка потолочного шва инвертором или трансформаторной установкой сильно отличается от обыкновенной горизонтальной. Когда заготовки соединяются на рабочем столе, то сварочная ванна формируется по стыку. Сварщику остается только контролировать процесс расплава, избегать элементарных ошибок и предотвращать попадание шлака внутрь ванны. Когда же все это приходится делать на потолке, то расплавленный металл стремится вниз и сформировать ванну очень сложно.
К тому же и шлак, находясь в расплавленном состоянии, капает и мешает вести электрод по месту стыка. Брызги ударяются о поверхность внизу, разлетаются на множество частиц и создают дополнительные трудности в работе. Но основная сложность заключается в том, чтобы соединить свариваемые заготовки. Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается «не у дел» и связать их воедино долгое время не получается.
Еще одна сложность заключается в том, что сваривание происходит на пониженном токе. Электрод часто прилипает к металлу и образуются непроваренные места. Сварщик быстро устает из-за того, что его голова постоянно запрокинута, а рука приподнята. Поэтому необходимы паузы для того, чтобы восстановить силы и перевести дух.
Перед началом практических занятий стоит хотя бы осознать все трудности и настроиться на них. Тогда не будет горького разочарования от первых неудач и легче преодолеваются физические трудности.
Техника сварки потолочного шва электродами

Опытные сварщики ужа давно составили основные правила соединение металлических заготовок в самых разных положениях, включая и потолочное. их необходимо знать для того, чтобы правильно выполнять этот вид работ. Вот основные пункты:
- Кромки свариваемых поверхностей нужно как можно ближе свести одна относительно другой. Сварку в потолочном положении с зазорами смогут выполнить только мастера своего дела. Для тех же, у кого квалификация ниже, нужно постараться максимально плотнее сопрягать детали.
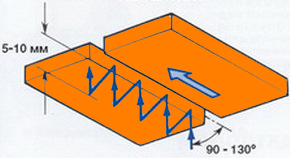
- Метод разделки кромок полностью аналогичен тому, который делается при нижнем сваривании. V-образный скос делается в том случае, если толщина стенок превышает 5 мм.
- Расположение электрода относительно рабочей поверхности составляет 45 градусов. Есть простой «лайфхак» для начинающих сварщиков: лучше использовать половинку электрода. В таком случае легче управлять положением его кончика, что несколько облегчит работу.
- Когда стороны расположены вплотную, то положить первый шов можно, даже не применяя колебательные движения. В таком случае наполнения стыка получится по максимуму. За вторым проходом ширина расплава увеличивается с тем, чтобы сделать связку прочнее. А вот на трубах рекомендуется уже со старта варить широким швом.
- Для сваривания можно использовать различные способы формирования шва. Здесь уместен метод полумесяца, спираль или горизонтальная восьмерка. В случаях, когда состыковать детали плотно не получилось и присутствует небольшой зазор, то используется прерывистая дуга. При таком способе формирования шва отложенные капли металла быстро остывают. Следующая капля накладывается еще до того, когда предыдущая полностью остывает. Она должна еще иметь багровый оттенок. Процесс надежен, но растянут во времени. Сварщику потребуется неоднократная передышка.
- Внешний вид только что завершенного шва может быть далек от идеала. Не стоит этого пугаться. Наплывы и крупные валики не критичны, а шлак, который выступает легко убирается молоточком. При необходимости стык можно «пригладить» болгаркой.
Электроды и аппаратура

Сварочные работы на потолке можно выполнить с использованием инвертора или трансформаторной установки. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Меры предосторожности

Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Источник
Как варить потолочный шов. Общие рекомендации по технике безопасности. Технология сварки. Корень шва, заполнение разделки и лицевой слой
Потолочный шов является наиболее трудным типом сварки, так как сварочная ванна находится вверх дном. Если не выполнять особые действия, во время его выполнения возможны подтёки раскаленного металла.
Также важно соблюдать технику безопасности при выполнении этого шва, ведь любая капля может попасть вам в лицо, уши, шею или обувь. В видео вы найдете ответы на некоторые вопросы.
В промышленном производстве такой способ сварки почти исключен, за счёт изменения положения деталей. Однако любой сварщик должен уметь варить потолок. Сварка в потолочном расположении часто используется при строительно-монтажных работах и создании трубопроводов, а также в судостроении.
Общие рекомендации по технике безопасности
- Исключите любую возможность поражения током при сварке. Провода должны быть изолированы. Во время простоя выключайте сварочный аппарат.
- Не работайте под дождем или снегом. Сварка во влажных помещениях требует большого опыта.
- Пользуйтесь спецодеждой для защиты глаз и поверхностей тела. Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой.
- Соблюдайте взрыво- и пожаробезопасность.
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке :
Общие рекомендации

Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
- Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.

Способ сварки полумесяцем
- Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.

Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
- Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).

Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
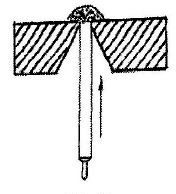
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.

Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.

Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Источник



