- Как правильно спаять линолеум
- Виды сварки: в чем разница
- Холодная
- Горячая
- Преимущества и недостатки горячей сварки линолеума
- Горячая сварка
- Инструменты и материалы
- Технология процесса горячей сварки
- Ожидаемые сложности
- Сварка паяльником: вариант для домашнего применения
- Сварка линолеума: особенности и разновидности
- Виды сварки
- Холодная сварка для линолеума — особенности проведения
- Достоинства и недостатки
- Клей для сварки линолеума — рекомендации по применению
- Горячая сварка линолеума — технология и характеристика
- Плюсы и минусы
- Фен для сварки линолеума: особенности применения
- Советы по проведению и выбору типа сварки швов линолеума
- Холодная спайка
Как правильно спаять линолеум
Важный этап в отделке пола линолеумом — это устройство устойчивых к нагрузкам и аккуратных швов на стыках смежных листов. Лучшие результаты дает сварка кромок полотен. Теория того, как спаять линолеум методом горячей стыковки и что для этого нужно, поможет на практике произвести монтаж финишного покрытия пола без изъянов.
Виды сварки: в чем разница
Прочное соединение стыков полотен линолеума между собой может быть реализовано двумя способами. Они имеют различия по технологии и применению.
Холодная
Это чисто химический метод, основанный на склеивании краев полотен расплавленных клеевой смесью. Реакционный состав выдавливается из тюбика через колпачок-иглу по всему шву, и после испарения реактива, расплавленные стыки затвердевают, образуя целостное соединение.
Различные виды реакционных полимерных смесей позволяют сваривать покрытия на вспененной ПВХ, войлочной и полиэстровой основах.
 Типы холодной сварки
Типы холодной сварки
Холодная пайка применяется для укладки бытового и полукоммерческого материала, не требует профессиональных навыков и специальных инструментов.
Горячая
При горячей или, как ее еще называют, коммерческой сварке торцы напольного покрытия соединяются за счет высокотемпературного воздействия на сварное вещество — присадочный шнур (пруток).
Горячей пайкой рекомендуется стыковать только коммерческий линолеум.
Технология работ по термическому соединению полотен более сложная и доверять ее желательно рукам профессионала.
 Пайка полотен специалистом
Пайка полотен специалистом
Привлечение мастера обусловлено не только техническими сложностями процесса пайки, но и необходимостью использования специального оборудования и набора инструментов. Их приобретение для разовых работ экономически не выгодно.
Преимущества и недостатки горячей сварки линолеума
Выбрав вариант горячей пайки, следует знать не только о преимуществах этого метода, но и учитывать его слабые стороны.
- высокая прочность сварного соединения — выдерживает большие вертикальные нагрузки и горизонтальные растяжения;
- красивый и ровный стык;
- за счет подбора колера шнура, получение цвета шва в тон или в контраст расцветке материала;
- высокая герметичность соединения и защита основания от проникновения влаги.
 Герметичная пайка в контраст покрытию
Герметичная пайка в контраст покрытию
- метод применим только с напольными покрытиями коммерческого класса;
- увеличение стоимости работ за счет расходов на оплату мастерам или аренду инструмента;
- сделать сложный фигурный шов при аппликации покрытия значительно труднее, чем при холодном соединении.
Горячая сварка
Говоря о коммерческой сварке, стоит подробней остановиться на том, чем и как выполняются эти работы.
Инструменты и материалы
Основной рабочий инструмент для пайки — это сварочный аппарат. К полупрофессиональному классу относится строительный фен.
 Сварочный фен
Сварочный фен
В комплект дополнительного инструмента для коммерческой пайки линолеума входит:
- насадки на фен для прутка;
- рустовка или резак для расшивки шва;
- кромковтирочный молоток;
- месяцевидный нож для удаления излишков полимерной ленты или шнура;
- направляющая к ножу;
- прикаточный ролик для работы в труднодоступных местах;
- линейка для раскроя полотен;
- строительный нож «дельфин».
Существует также оборудование профессионального класса для работ по горячему соединению напольных покрытий:
- Аппараты для расшивки швов — электрофрезы.
- Сварочные машины-автоматы.
Электрофреза обеспечивает точность слежения за резкой материала. Встроенный вспомогательный вентилятор и пылеулавливающий мешок обеспечивают чистоту работы.
 Электрофреза для разделки швов
Электрофреза для разделки швов
Этим инструментом удобно работать с толстыми коммерческими напольными покрытиями большой вязкости, фрезеруя канал заданной ширины и глубины.
Сварочная машина позволяет быстро и безопасно паять линолеум. Большинство современных автоматов имеют технологию контроля и автоматической поддержки температуры и скорости плавки прута.
Для исключения порчи термочувствительного ПВХ покрытия от воздействия горячего воздуха применяются сопла с узкой щелью. За счет этого струя поступает точно в паз, в который запаивается шнур.
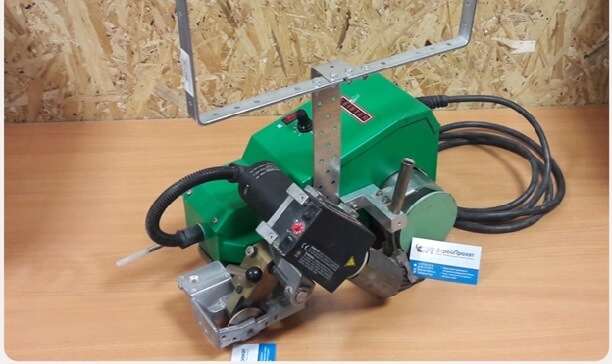 Профессиональный сварочный автомат
Профессиональный сварочный автомат
К расходным материалам, которые необходимы для горячего спаивания полотен, относятся:
- вставные крючкообразные и трапецевидные лезвия к ножу «дельфин»;
- сварочный пруток.
Технология процесса горячей сварки
Технология горячей сварки коммерческого линолеума предполагает соединение полотен не по фабричной кромке, а по точно выкроенному шву. Это обеспечивает гарантированно ровные края сшиваемых полотен.
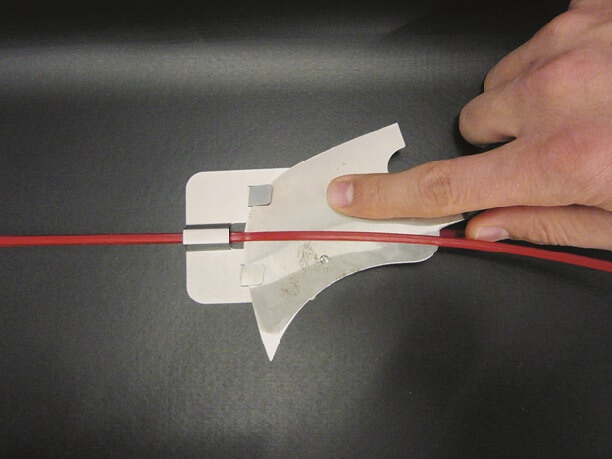
Для такого раскроя применяется double-cut method — метод двойного отреза, который пошагово выглядит так:
- Уложить полотнища одно на другое, с нахлестом не менее 5 см.
- По всей длине будущего шва приклеить под полотнами двухсторонний скотч.
- Плотно прижав линолеум и используя линейку, по центру нахлеста произвести ровный рез сразу через два слоя. Для удобства линию отреза можно заранее нанести на материал.
- Приклеить стыки полотен к основанию пола на двухсторонний скотч.
- Прижать (притереть) шов кромковтирочным молотком.
Дальнейшая подготовка заключается в шпунтовании V-образной фаски по краям стыков. Это делается ручным или машинным фрезерованием.
 Разделка стыковочного шва электрофрезой
Разделка стыковочного шва электрофрезой
Глубина фаски не должна доходить до основы линолеума. Как правило, это — 0,5-0,75 частей от толщины полотна.
По окончании фрезерования полученный канал необходимо очистить от строительного мусора и пропылесосить.
После подготовки стыка можно приступать к сварочным работам:
- Настроить аппарат на рабочую температуру.
- Подготовить сварочный шнур, длина которого должна быть не менее половины длины шва, плюс припуск в 2-5 см.
- Установить на фен насадку и заправить в нее сварочный пруток.
- Вдавливая конец шнура в паз, и расплавляя его горячим воздухом, приступить к сварке линолеума. Инструмент с равномерной скоростью перемещается от стены к центру шва.
- Дойдя до середины стыка, приступить к закладке прута от противоположной стены в обратном направлении.
- Наплавить внахлест шнуры в центре шва.
Сразу после спайки полотен линолеума, при помощи серповидного ножа с направляющей площадкой или специального ножа для срезки остатков сварочного шнура, произвести подрезку выступающей над швом части материала.
 Срезка остатков сварочного прутка
Срезка остатков сварочного прутка
После остывания пайки, очень аккуратно, чтобы не повредить покрытие, очистить шлифованием стыки от мелких дефектов.
Посмотреть профессиональную фрезеровку и сварку ПВХ линолеума можно в коротком видео:
Ожидаемые сложности
При горячей пайке линолеума неопытный мастер может столкнуться с некоторыми сложностями и особенностями выполнения этих работ.
Главная сложность — плохое качество стыка. Это возможно по причинам:
- несовместимость материалов прутка и покрытия, поэтому желательно соблюдать правило «одного производителя»;
- горячая стыковка выполнена ранее, чем через 12-14 часов после укладки покрытия на клей;
- полотна не зарезались по double-cut методу, а сваривались по фабричной кромке;
- подготовка к сварке проведена упрощенно — вместо фрезерования шва просто немного раздвигаются полотна.
Пайка может получиться не надежной, если температура на сварочном аппарате не соответствует рабочей — 350 о С.
 Соблюдение оптимальной температуры плавления
Соблюдение оптимальной температуры плавления
Еще одна сложность — это сдвиг полотен, если скотч приклеивается после того, как полотна уже зарезаны. Делается наоборот — сначала скотч, потом нахлест и зарезка.
У коммерческих покрытий некоторых производителей есть особенности режимов обработки. Чтобы проверить конкретный материал на возможность горячей сварки желательно протестировать эту процедуру на его обрезках.
Сварка паяльником: вариант для домашнего применения
К методу пайки своими руками можно отнести соединение кромок полотен при помощи обычного электропаяльника. Применим этот способ только к бытовым типам линолеума.
У инструмента должно быть хорошо заточенное и согнутое под прямым углом жало. Для беспрепятственного скольжения между полотнами боковые стороны жала необходимо хорошо отшлифовать.
Пайка производится по следующей технологии:
- подготовка кромок полотен методом двойного отреза;
- разогретый клин паяльника вводят в стык полотен, и размягчают материал до клейкого состояния;
- неостывшую часть шва прокатывают валиком до полного склеивания и перемещают паяльник далее по шву.
Еще один кустарный метод, применимый для горячего склеивания линолеума без подложки — использование разогретого утюга.
 Применение утюга для спайки безосновного покрытия
Применение утюга для спайки безосновного покрытия
Технология проста. Под стык полотен укладывается промазанный клеем плотный полиэтилен и через бумагу или ткань шов равномерно прогревается горячим утюгом до полного склеивания.
Любой из этих двух методов не дает гарантии стопроцентного качества соединения и его приглядного внешнего вида. По этой причине домашняя пайка линолеума паяльником или утюгом применяется редко.
Эта информация о горячей пайке линолеума и полезные советы окажут практическую помощь в правильной и качественной стыковке напольного покрытия, сделает его надежным и красивым.
Источник
Сварка линолеума: особенности и разновидности
Технология финишной отделки пола линолеумом предполагает не только монолитность и красоту покрытия, но также прочность и герметичность шовных соединений. Сварка линолеума — лучший способ стыковки полотен между собой.
Виды сварки
Принцип сварного соединения любых материалов основан на технологии их склеивания способом плавления. Для спайки линолеумных напольных покрытий применяется два метода: — холодный и горячий.
Холодная сварка для линолеума — особенности проведения
Для холодного способа склеивания ПВХ покрытий используются специальные реакционные полимерные смеси.
 Закладка в шов реакционной смеси
Закладка в шов реакционной смеси
Обобщенно, принцип их работы такой: при взаимодействии с материалом покрытия происходит химическая реакция полимеризации, в результате которой края полотен плавятся и спаиваются.По окончании реакции образуется структурно однородный шов.
Достоинства и недостатки
Как одна из разновидностей методов соединения напольных покрытий, холодная спайка имеет свои положительные качества и недостатки.
- при соблюдении технологии процесса, шов малозаметен;
- склеиванию подлежат как новые, так и бывшие в эксплуатации материалы;
- быстрое время готовности покрытия к использованию после склеивания — от 2 до 12 часов, в зависимости от ширины шва и толщины материала;
- возможность стыковки полотен с различной шириной стыка (от 0,2 до 4 мм);
- возможность не только прямолинейного склеивания полотен, но и соединения фигурных швов, аппликация;
- ремонт старого покрытия.
 Ремонт холодной пайкой
Ремонт холодной пайкой
Основной минус этого метода — он не применим для склеивания многослойных тяжелых покрытий;
Работы по сварке бытового и полукоммерческого линолеума может выполнять в домашних условиях даже не специалист, и для этого не нужен профессиональный инструмент.
Тем не менее, знания азов теории процесса и внимательное изучение инструкций по применению клеящих составов, необходимы.
Клей для сварки линолеума — рекомендации по применению
По химическому составу холодная спайка представляет собой компаундную смесь растворителя (тетрагидрофуран или ацетон) и клеящего наполнителя (полиуретан, пластификаторы и различные присадки).
Для работы с линолеумом в основном применяются три типа реакционных клеев (А, Т и С).
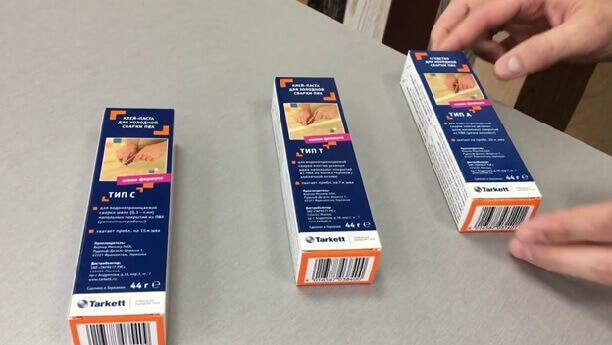 Виды холодных компаундов
Виды холодных компаундов
Отнесение к каждому из них определяется, главным образом, концентрацией растворителя в смеси и, соответственно, консистенцией — от жидкой, до пастообразной.
С учетом этих свойств рекомендуется следующие методики использования компаундов для сваривания краев полотен:
- Тип А — жидкий клей для любых видов бытовых ПВХ материалов на вспененной основе. Сплавляемые стыки должны плотно прилегать друг к другу. Это достигается двойной подрезкой уложенных внахлест полотен.
- Тип Т — более густая смесь для стыковки ПВХ покрытий на полиэстеровом/войлочном базовом слое, а также для ремонтно-восстановительных работ. Требования к ширине шва менее строгие, но, желательно — не более 2-3 мм.
- Тип С — это вязкая клей-паста с высоким содержанием поливинилхлорида. Смесь рекомендуется использовать для ремонта старого покрытия, соединения фигурных швов и неровных кромок.
Последний вид компаунда более универсален и может применяться для фиксации плинтусов, ПВХ профилей, изделий из кожи.
Горячая сварка линолеума — технология и характеристика
Соединение полотен горячим методом — более сложная процедура.
 Горячая спайка
Горячая спайка
Технология работ заключается в закладке расплавляемого под воздействием струи горячего воздуха легкоплавкого шнура (прутка) в подготовленный по специальной методике стык между полотнами.
Особенности процесса термосварки и применение специального инструмента предполагают привлечение к работам профессионального мастера или, как минимум, наличия соответствующих навыков.
Плюсы и минусы
К несомненным полезным характеристикам термического склеивания стыков относятся:
- возможность использования состыкованного покрытия в помещениях с большой проходимостью и высокими нагрузками;
- получение красивого и водонепроницаемого шва;
- возможность устройство шва желаемого цвета.
Недостаток — более высокая, по сравнению с нетермическим способом, стоимость работ.
Фен для сварки линолеума: особенности применения
Основное оборудование для сварки горячим методом швов линолеума — это строительные фены.
 Технический фен
Технический фен
Условно выделяют две группы приборов, используемых в этих целях:
- Бытовые — конструктивно простые, без регулировки температуры и маломощные (до 2000 Вт) устройства. Могут применяться для небольших объемов сварочных работ. В зависимости от модели диапазон рабочих температур составляет от 25 до 600 о С.
- Профессиональные аппараты — имеют больше функций и выше производительность. Мощность — 2000-2300 кВт. На приборе можно выставлять заданную температуру плавления, с отображением ее значения на ЖК-дисплее, и регулировать силу воздушного потока.
По виду электропитания сварочные фены бывают сетевыми и аккумуляторными.
Типовая конструкция этого паяльника горячим воздухом не сложная: в корпус помещен электродвигатель с вентилятором и нагревательный элемент. Горячий воздух подается к месту спайки через сопло и плавит присадочный шнур.
В комплект фена может входить или приобретается отдельно дополнительное оборудование:
- стандартная насадка (сопло);
- насадка для прутка;
- нож для снятия фасок с полотен;
- нож-полумесяц с насадкой для подрезки остатков шнура.
 Набор для горячей спайки
Набор для горячей спайки
У технических фенов есть особенности, которые нужно учитывать при их выборе и использовании.
Прежде всего, желательно иметь в устройстве защиту от перегрева. Полезными будут также функции памяти ранее выбранных настроек и поддержания стабильной рабочей температуры.
Советы по проведению и выбору типа сварки швов линолеума
Выбор типа спайки и технологии работ зависят от видов и классов линолеума.
Холодная спайка
Реакционные полимерные смеси допускается применять при стыковке ПВХ покрытий или материала на дуплексной основе. Класс линолеума — бытовой или полукоммерческий.
Выполняя холодную стыковку полотен, необходимо следовать некоторым советам и соблюдать определенный алгоритм работ:
- работы проводить в средствах защиты (очки, перчатки, респиратор);
- полотна должны отлежаться в помещении и принять правильные геометрические формы;
- стык необходимо качественно подготовить и очистить при помощи пылесоса;
- края полотен следует защитить от расплавления малярным скотчем;
- в процессе закладки клея иглу или насадку тюбика нужно максимально глубоко погружать в шов;
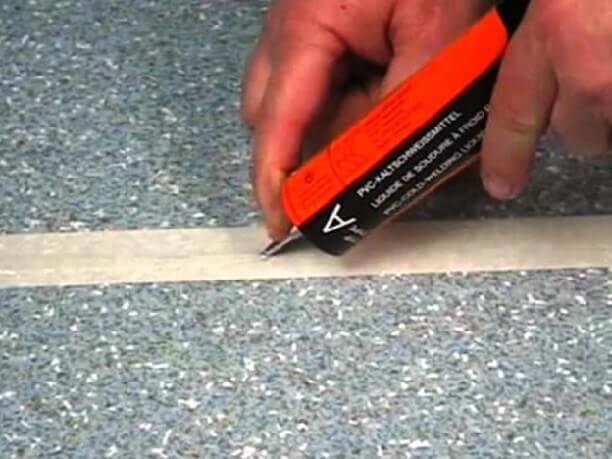 Соединение полотен насадкой игла
Соединение полотен насадкой игла
Излишки клея можно убрать тампоном, обернув им наконечник тюбика.
Более подробно познакомиться с методикой холодной сварки можно в видео:
Термопайка применяется для стыковки тяжелых коммерческих покрытий.
Результат и качество работ зависит от соблюдения некоторых технологических требований:
- свариваемый шов должен быть плотнорезанным;
- по длине всего стыка необходимо подготовить V-канал, сняв рустовкой фаски с краев полотен;
- стык листов закрепить к базовому полу двухсторонним скотчем;
- установленная на фене температура должна соответствовать заявленной производителем, как правило, это 350 о С.
- процедуру спайки нужно вести от стены к центру, затем в обратном направлении, и сплавить шнуры внахлест в месте их соединения.
Материал сварочного прутка по структуре должен подходить к стыкуемому покрытию, и желательно быть от одного производителя.
При соблюдении технологии сварки получается надежный и идеальный шов.
 Результат качественной горячей стыковки
Результат качественной горячей стыковки
Наглядно процедура подготовки к горячей сварки и сам процесс спайки представлены в полезном видео:
Вывод из этой обзорной информации таков — чтобы финишное линолеумное покрытие смотрелось красиво и служило долго, просто укрыть им пол недостаточно.
Важно еще надежно и аккуратно выполнить стык полотен. Именно такой результат дают описанные технологии холодной и горячей сварки линолеума.
Источник



